



Steel Plant – PD Location
07 / 07 / 13
Summary
In 2008, IPEC installed a 54 channel permanent PD monitor into a large substation at the steel plant’s main processing factory in Taiwan, in order to identify any incipient defects in 33kV cables that were approximately 25 years old. In mid 2009, PD was detected in one of the circuits and automated alarms were raised. Cable mapping was carried out and the PD source was pin pointed to a joint 220m from the far end of the cable. The joint was replaced and the PD activity was eliminated.
The steel plant based in the South of Taiwan has an annual capacity of over 10 million tonnes, producing a range of products, including hot and cold rolled coils, plates, rods and bars.

Details
In early 2009, one of the monitored cables in the steel plant experienced rapidly increasing levels of discharge activity; they were automatically detected by the ASM PD monitor. Email and text alerts were raised to both the client engineers and IPEC Data Analysts.

An investigation was carried out in order to find the source of the PD activity. The ASM monitor routinely saves signal wave shapes of pulses identified as being Partial Discharge. It was clear in this case that the discharge pulses were being reflected from the far end of the cable. Using the known propagation speed of PD pulses in MV cables, it was therefore possible to create a map; clearly identifying the precise location of the defect.

The location of the discharge source coincided with a straight joint approximately 220m from the far end of the cable. The joint was on an overhead gantry and it was possible to confirm that it was the source of the activity using a PD-SG1 discharge detector.
At a time that was suitable for Production, the circuit was de-energised and the defective joint was replaced. When the circuit was re-energised, the PD did not return.
High Noise Environment
PD monitoring in steel plants is interesting, as very high levels of noise interference stem from processing. This introduces transients onto the HV cables and across switchgear panels that have frequency components very similar to those expected from Partial Discharge.
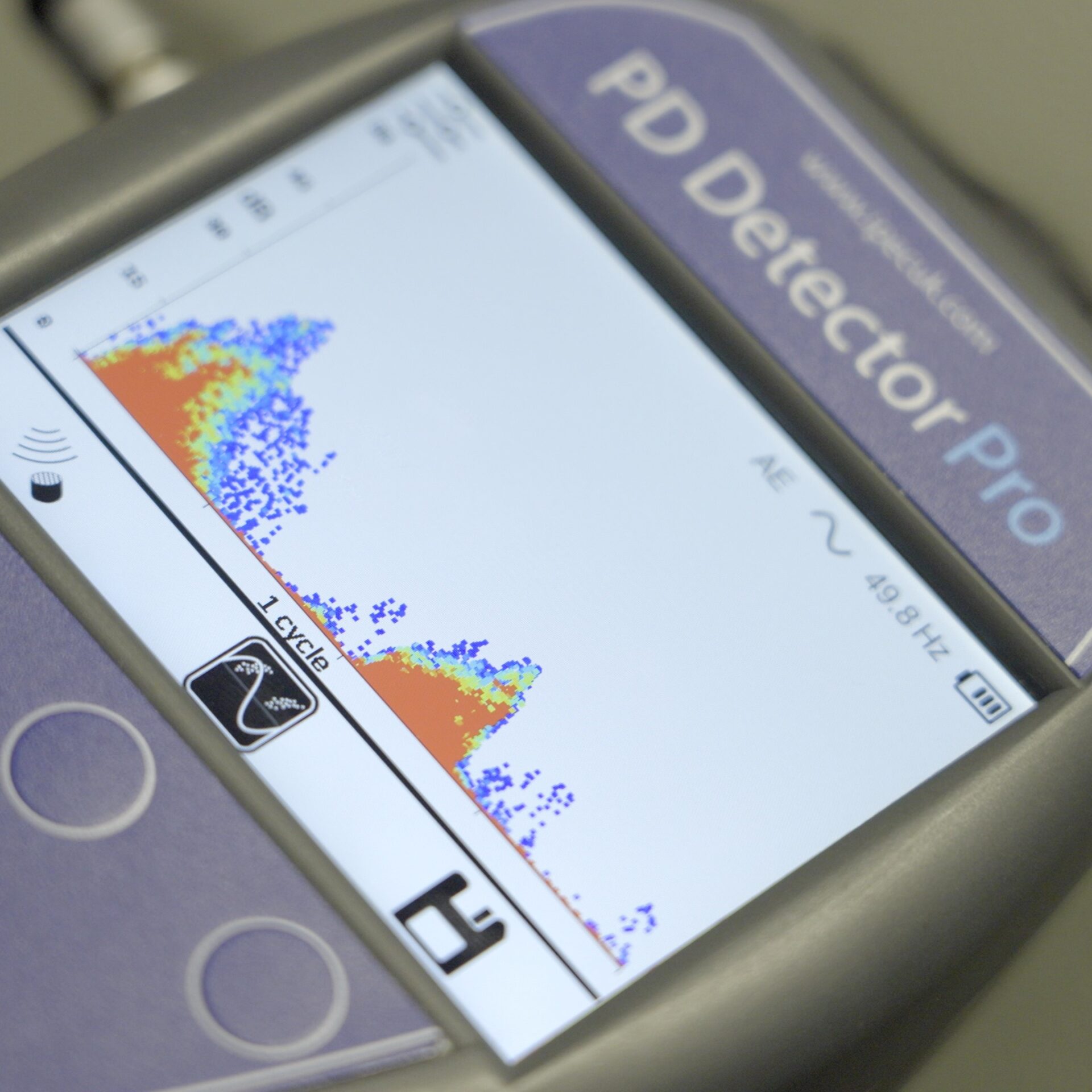
The power cycle graph (above left) shows a typical signal recorded by the ASM monitor from the circuit containing Partial Discharge. The timescale shown is 1 full cycle at 60Hz; it can be seen that noise interference is very high.
The ASM has powerful mathematical algorithms that process all data captured and reliably pick out the PD pulses, classifying and quantifying them whilst rejecting the noise transients.
The pulse graph (below left) shows a PD pulse automatically identified by the ASM monitor. Note that the time axis is approximately 1000 times that of the power cycle graph above.

Defect Location
The PD pulses detected by the ASM monitor were analysed by IPEC and a cable map was generated indicating where on the 700m cable the defect causing the PD was. The location- 475-480m from the monitor- coincided with a joint in the cable.

The spread in the results of the cable map was less than 5m; less than 1% of total cable length.
The IPEC PD-SG1 portable partial discharge detector was used with capacitive TEV sensors to test the joint while it was still energised, this confirmed that it was the source of the PD.
The mapping and accurate PD location was carried out remotely by IPEC Data Analysts, without the need for a site visit.

Investigation and Conclusions
Once it had been removed from service, the defective joint was sent to an independent laboratory, ERA Technology Ltd, for analysis. It was dismantled and significant discharge damage was found between heat shrink sleeves, at a point where the insulation had been cut away.
The investigation report concluded that this defect would have continued to erode the insulation until it led to full HV failure of the cable joint.
